Slewing Bearing Engineering Capability
A concise, verifiable view of manufacturing range, process control, equipment, and inspection support for OEM sourcing and engineering review.
Verified capability at a glance
Review the parameters used for first-stage supplier qualification. Project acceptance remains subject to drawing review, load conditions, tolerances, quantity, and documentation requirements.
| Capability | Verified range / control |
|---|---|
| Verified manufacturing range | Approx. Ø200–4,000 mm, subject to drawing, load condition, ring geometry, process route, and final engineering review. |
| Maximum in-house turning diameter | Ø4,000 mm |
| Vertical lathe base | Ø1.6 m VTL ×4; Ø2.5 m VTL ×2; Ø4.0 m VTL ×1 |
| Regular monthly capacity | Approx. 1000 pcs/month |
| Expandable monthly capacity | Up to approx. 1500 pcs/month, depending on size mix, process route, and production schedule |
| Common ring materials | 42CrMo; project-specific grades are reviewed against the drawing and application. |
| Bearing structures | Single-row ball, double-row ball, crossed roller, three-row roller, and flanged structures. |
| Raceway hardening | HRC 55–62, depending on material, rolling element size, and the approved heat-treatment specification. Typically ≥3.0–5.0 mm depending on rolling element size and project specification. |
| Gear hardening | HRC 50–60, depending on module, material, and the approved process specification. |
| Gear machining route | Gear cutting is managed through qualified external machining partners. MERYDOM controls the drawing, process requirements, tooth measurements, incoming verification, and final acceptance. |
| Gear accuracy statement | Confirmed per drawing and inspection agreement. No public DIN accuracy class is claimed unless it has been verified for the specific project and process route. |
| Inspection capability | OD, ID, height, runout, hardness, backlash, rotation torque, and assembly checks are controlled per order. Named instruments and calibration records can be reviewed during project qualification. |
| Typical custom lead time | Typically 30–45 days ex works for custom projects after drawing approval; final timing depends on size, quantity, process route, and documentation requirements. |
| Surface protection | Anti-rust oil, zinc plating, primer + paint, and powder coating according to project requirements. |
| Quality system | ISO 9001:2015 |
| Warranty reference | 12 months from commissioning, subject to the agreed quotation or sales contract, correct installation, lubrication, load, maintenance, and operating conditions. |
Values are maintained in MERYDOM's verified capability registry and should be used for preliminary evaluation only.
Key production equipment
Core equipment and controlled process routes supporting slewing bearing manufacturing, from ring machining through project-specific gear requirements.

CNC vertical turning lathes
Ring machining up to Ø4,000 mm

Gear machining process control
Gear cutting is managed through qualified external machining partners. MERYDOM controls the drawing, process requirements, tooth measurements, incoming verification, and final acceptance.

CNC gantry milling machine
CNC milling machine

CNC drilling centers
Mounting hole and plug hole machining

Induction hardening machines
Raceway and gear tooth hardening

Rockwell / ultrasonic hardness testers
Raceway and tooth hardness verification

Large-range dimensional inspection tools
Diameter tapes, height gauges, CMM support for critical projects

Project-specific gear accuracy control
Confirmed per drawing and inspection agreement. No public DIN accuracy class is claimed unless it has been verified for the specific project and process route.
Review the equipment list and available shop-floor evidence in Equipment Display. A live video factory review can be arranged during supplier qualification.
Inspection practice
Inspection activities are defined by the drawing, critical characteristics, application risk, and the documentation package agreed with the customer.

Incoming material verification
Forged rings are checked against material certificates before entering the machining process.

In-process dimensional inspection
Turning, drilling, and gear machining dimensions are checked during production to control cumulative error.
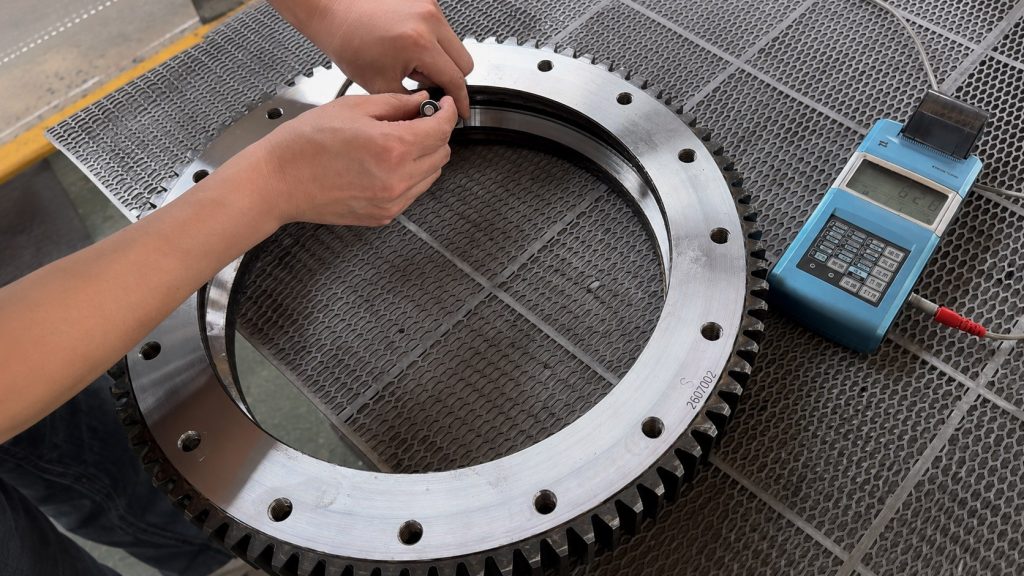
Hardness and case-depth checks
After induction hardening, hardness values and hardening depth are verified against process requirements.
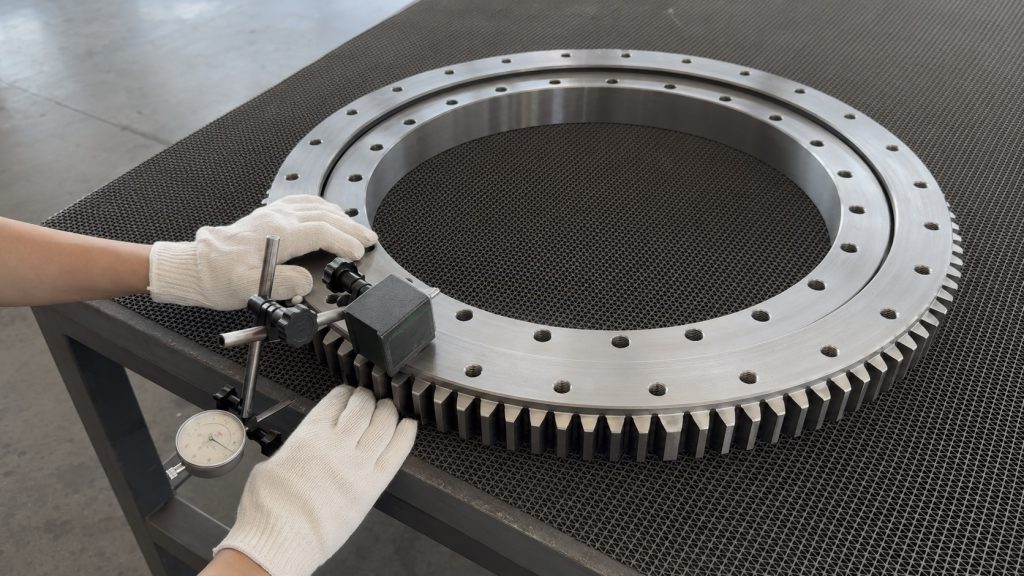
Assembly functional checks
Clearance, rotation torque, and gear backlash are checked during and after assembly.

Final report and photo record
Before packing, final inspection data and product photos are archived for shipment documentation.
Relevant certificates and redacted working files are presented in the Quality Control, Inspection Capability, and Traceability pages. Gear process and inspection requirements are confirmed against the drawing; corrosion-protection controls are described under Surface Treatment.
Need a slewing bearing quotation?
Upload your drawing, part number, sample data, or application requirement. MERYDOM will review manufacturability and provide a quotation.